当前位置:
当前位置: 星型联轴器的固定方式和好坏真假分辨
 发布时间:2018-11-20
发布时间:2018-11-20星型联轴器在所有类型的联轴器当中是一种结构非常简单的联轴器,主要由两半联轴器和联接螺栓组成。半联轴器的轴孔有圆锥孔和圆柱孔两种形式,圆锥形轴孔容易获得相配合部件之间的同心,联轴器与轴相配合面的接触能达到较好的配合,这是圆锥孔比圆柱孔的好处,因此采用圆锥孔比较普遍。
星型联轴器的在装配前的主要检修:联轴器轴孔装配前的镗削、切割和键槽的修整、联轴器端面和其它表面的加工等。半联轴器一般由锻件制成,粗加工时每面留3-5mm的余量,并要进行残余应力的热处理才能进行镗孔工序。联轴器的轴孔通常在车床上进行加工,因为对联轴器轴孔加工度要求很高,因此孔的精加工通常可以用磨削的方法。联轴器外表面的精加工在进行镗孔的同一装夹中进行。加工后的孔的尺寸以及孔与轴配合表面的接触情况需要检验,对于成批生产的联轴器,一般可用锥度样柱进行,这可零件的互换性。单件生产的联轴器可将办联轴器套在轴端上来检验。如果轴与孔的配合达不到要求时,可以修刮联轴器的孔。
镗孔并检验合格后,接下来就是对联轴器的键槽进行加工,这一工序是在插床上进行的。联轴器两侧每边应留0.1mm的余量,以作钳工后修正用,这中间主要加工后的键槽壁能与孔的中心线平行。对于成批生产的联轴器一般以专门的样板为标准进行铲刮,并用专门的样板进行检验,单件生产的联轴器可进行边装配边修刮的方法以达到准确的配合尺寸。
联轴器的端面加工经常是套装在轴上进行的,这是为了使联轴器端面上的榫能准确地与轴中心线同心,在这一加工工序中特别要注意联轴器端面与转子轴的垂直,同时应注意对中榫的相互配合是否符合要求。对于无对中榫的星型联轴器,在钻孔后还应该将两个半联轴器装在一起进行铰孔加工。
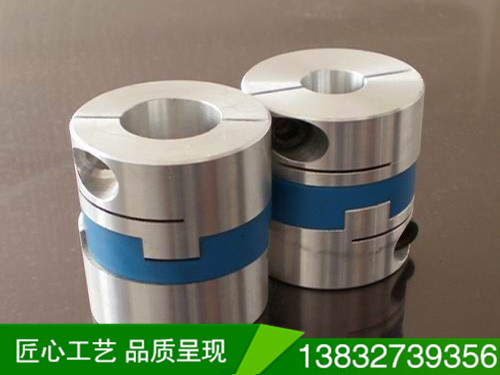
星型联轴器的固定方式
1、定位螺丝固定:两个定位螺丝间隙90º对所固定的轴进行锁紧,传统的固定方式,由于螺丝的前端与轴心接触,可能会造成轴心的损伤或拆卸困难。
2、夹紧螺丝固定:利用内六角螺栓拧紧的力量,使狭缝收缩,而将轴心紧紧夹持住。这种方式固定及拆卸方便,而且不会造成轴心的损坏,是一种很常用的固定方式。
3、键槽型固定:适合高扭矩的传动,为防止轴向滑动,通常与定位螺丝固定和夹紧螺丝固定并用。
4、D字孔固定:通常情况下,如果电机的轴是成D字型,如果定位螺丝无法固定的情况下,可以将星型联轴器的孔处理成对应电机轴大小的D型孔,配合定位螺丝固定,就不用担心打滑了。
5、胀紧套固定:通过拧紧星型联轴器端面的四颗定位螺丝压迫帐套方式胀紧固定,适用于一些扭力大的步进电机和伺服电机的联结固定,如胀套膜片星型联轴器、胀套梅花星型联轴器、胀套波纹管星型联轴器等。
星型联轴器分辨好坏真假
1、检查联轴器齿面啮合情况,其接触面积沿齿高不小于50%,沿齿宽不小于70%,齿面不得有严蚀、磨损和裂纹。
2、联轴器外齿圈全圆跳动不大于0.03mm,端面圆跳动不大于0.02mm。
3、回装中间接筒或其它部件时应按原有标记和数据装配。
4、用力矩扳手均匀地把螺栓拧紧。
5、若须拆下齿圈时,用工具,不可敲打,以免使轴弯曲或损伤。当回装时,应将齿圈加热到200℃左右再装到轴上。外齿圈与轴的过盈量一般为0.01~0.03mm。
星型联轴器热套的联结八大操作步骤:
1、星型联轴器在加热炉内加热到指定温度,并检测工件温度。
2、将联轴节取出后翻身,放人炉内继续加热。如用木柴加热大型联轴节。则经2~3h后,用量棒反复测量孔径,直至尺寸的量棒能自由进入联轴节孔内,加热即可结束。
3、吊出联轴节,装上撞板、抬攀或其他套装工具。
4、校正的位置,使联轴节孔垂直(垂直套装时)或呈水平(水平套装时),并清扫联轴节孔,使内孔无杂物。
5、将联轴节吊近转轴处;再一次用量棒检查内孔尺寸是否有所需装配间隙,如量棒能通过,才能进行套装。
6、在转轴的配合面上均匀地涂上机油。
7、将星型联轴器联轴节平稳地移近转轴,对准轴与孔的位置,进行套装。待联轴节套进1/3左右,应再一次检查孔与轴的相对位置,是否有歪斜,如果正确,则继续将联轴节撞进。
8、装上夹紧工具,防止联轴节在轴上移动,然后让其自然冷却。
热门产品
Product