当前位置:
当前位置: 鼓形齿式联轴器安装时注意事项和损坏原因
 发布时间:2019-01-12
发布时间:2019-01-12近年来我国许多行业鼓形齿式联轴器了广泛的应用,从高速涡轮机组到中、低速的重型冶金、矿山、起重运输等设备大量应用,还形成了各自的标准系列,在设计制造方面也都积累了丰富的经验。
鼓形齿式联轴器的内外齿由于长期磨合使用,转速过高,会导致联轴器本身受热变形。对此,设计人员专门进行了一些分析结论,控制齿轮热处理变形变得尤其重要。
鼓形齿式联轴器的表面需要进行渗碳或者调质处理,由于渗碳的方法不同,所以导致齿面的硬度不一样。气体渗碳是将工件装入密闭的渗碳炉内,通入气体渗剂(甲烷、乙烷等)或液体渗剂(煤油或苯、酒精、丙酮等),在高温下分解出活性碳原子,渗入工件表面,以获得高碳表面层的一种渗碳操作工艺。固体渗碳是将工件和固体渗碳剂(木炭加剂组成)一起装在密闭的渗碳箱中,将箱放入加热炉中加热到渗碳温度,并保温时间,使活性碳原子渗人工件表面的一种最早的渗碳方法。
在分析齿轮渗碳,氮化、普通碳氮共渗过各中,渗碳变形大,且变化规律随机性大,不易控制,另外渗碳后天面强度有很大提高,但表面压应力小,要增加喷丸处理进行,这样更加大了工件的表面应力,常引起表面出现微裂纹,且齿面精度降低;氮化处理的优点是表面压应力大,好,变形小,但渗层江,承载能力低,脆性疲劳强度不如渗碳高;普通的碳氮共渗容易出现黑色组织,全材料性能变坏,且使用有局限性。经过多种工艺比对,了一种以高温渗碳为主,中碳氮共渗后直接淬火工艺,对齿轮进行热处理,效果良好。减小了齿轮变形,公法线变形也减小,公差基本稳定在以内,制件周期明显缩短,节省了成本,且热处理的材料性能良好,满足设计要求。
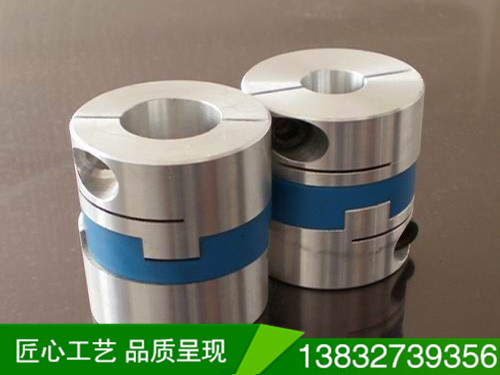
鼓型齿式联轴器的种类有很多,但基本形式就是两种:
1、内齿和外齿结合式;
2、端面齿结合式。其他形式都是在这两种基础上的变形。内齿外齿结合式的齿式离合器传递扭矩比较大,设计时考虑到用户的不同需求,有意设计成在齿两边的轴端的长度不一致,以便用户可以根据需要选择安装方向。所以,并没有规定哪一端朝哪里。
鼓形齿式联轴器,其刚性大,有挠性,无弹性,故不适宜用于要求减振、缓冲及二轴对中要求严格的机械。
1、承载能力强。在相同的内齿套外径和联轴器大外径下,鼓形齿式联轴器的承载能力平均比直齿式联轴器提高15~20%。
2、外齿套齿端呈喇叭形状,使内、外齿装拆方便。
3、传动达99.7%。
4、鼓形齿面使内、外齿的接触条件,避免了在角位移条件下直齿齿端棱边挤压,应力集中的弊端,同时了齿面摩擦、磨损状况,降低了噪声,维修周期长。
5、角位移补偿量大。当径向位移等于零时,直齿式联轴器的许用角位移为1º,而鼓形齿式联轴器的许用角位移为1º30,提高50%,在相同的模数、齿数、齿宽下,鼓形齿比直齿允许的角位移大。
鼓型齿式联轴器安装时要注意:
1、假如是原来的设备上换,那么一般要和原来的方向一致,假如是新设计制造的设备,那么要在不与周边其它零件有干涉的前提下,按内、外齿结合面越多越的原则安装。
鼓型齿式联轴器检修时一般按以下方法进行:
2、检查联轴器齿面啮合情况,其接触面积沿齿高不小于50%,沿齿宽不小于70%,齿面不得有严蚀、磨损和裂纹。
3、联轴器外齿圈全圆跳动不大于0.03mm,端面圆跳动不大于0.02mm。
4、回装中间接筒或其它部件时应按原有标记和数据装配。
5、用力矩扳手均匀地把螺栓拧紧。
6、若须拆下齿圈时,用工具,不可敲打,以免使轴弯曲或损伤。当回装时,应将齿圈加热到200℃左右再装到轴上。外齿圈与轴的过盈量一般为0.01~0.03mm。
鼓形齿式联轴器的损坏原因:
1、在使用联轴器的时候,轴系中的设备比如说柴油机、齿轮箱、轴系和高弹性的联轴器在设计和使用上是要相互补充的,其设计制造的水平也比较高,这样设计出来的的船舶其质量也很高。
2、主要是因为主机的言行减振器下沉了,这样使得联轴器的轴系出现了不对称的情况,从而加大了附加的转矩,这样就使得高弹性的联轴器在使用的时候发热出现断裂事故。
3、因为联轴器的使用范围是比较广的,在很多行业中都有广泛的使用。可能在具体情况中其使用方式不当,或者是在使用的时候没有考虑周全,这样也会使得联轴器在使用的时候被损坏。
热门产品
Product